Maintaining Consistent Raw Sugar Quality
Basically, we maintain the same sugar quality by keeping our raw sugar consistent throughout the process. How We Maintain Consistent Sugar Quality — Consistent raw sugar
In today’s world food market, consistency is surely the most important thing. Moreover, beverage companies also need this same approach to succeed. As per production requirements, the quality of raw materials directly affects your final product regarding beverages, sweets, baked items, or industrial goods. Raw sugar with consistent quality itself becomes very important for manufacturers and distributors worldwide, and this further helps them in their business operations.
We actually supply good quality raw sugar that is definitely consistent for markets around the world. We are seeing that our strong quality checks, new processing methods, and good delivery systems make sure every shipment gives only the same sweetness, purity, and results that customers want. We actually explain how we maintain consistent sugar quality and why it definitely matters to your business. Buying from us is actually the smart choice for your needs.
What Is Raw Sugar
Moreover, raw sugar is actually sugar that comes straight from sugarcane without much processing. It definitely keeps its natural brown color and has more nutrients than white sugar.
Raw sugar actually comes from sugarcane juice and is definitely a natural sweetener. Further, this sugar actually goes through less processing than white sugar and definitely keeps its light golden color because of natural molasses. Basically, raw sugar is used in the same way across many different industries and applications.
Industries That Use Raw Sugar
Food and beverage manufacturing surely plays a vital role in India’s industrial sector. Moreover, this industry provides essential products for daily consumption across the country.
Confectionery and baking surely play important roles in food production. Moreover, these industries create sweet products and baked goods for daily consumption.
Beverage production
Basically, distilling and fermentation are the same processes used to make alcohol from different materials.
Sugar refining
Industrial food processing actually transforms raw ingredients into packaged products using machines and chemicals. This method definitely makes food last longer but often removes natural nutrients.
Importance of Consistent Raw Sugar Quality
We are seeing that good raw sugar must follow strict rules for being pure, having right crystal size, moisture levels, and color only, unlike poor quality or mixed sugar. This is surely what we provide. Moreover, we deliver exactly these results.
Basically, raw sugar needs to be the same quality every time for proper results.
Problems Caused by Inconsistent Sugar
As per studies, using inconsistent sugar regarding baking can lead to problems.
The sweetness itself changes further during the process.
As per the quality check, the product texture is not good regarding customer standards.
Moreover, uneven fermentation
Color variation
Manufacturing inefficiencies
Customer complaints
Moreover, serious manufacturers and distributors surely depend on consistent raw sugar for their operations. Moreover, this reliability ensures quality in their final products. When sugar quality is stable only, we are seeing that production stays efficient and gives good profits.
Our Commitment to Sugar Quality
Basically, we focus on doing the same quality work every time because your business needs it.
Sugar quality is surely our main commitment, and moreover, we maintain high standards in all our production processes.
We surely do not merely sell sugar but provide consistent quality in each bag, container, and shipment. Moreover, our focus remains on delivering reliable performance to meet customer expectations.
Five Critical Quality Areas
Basically, our sugar quality system focuses on the same five critical areas.
Basically, we choose the same good quality sugarcane very carefully.
The system uses advanced methods to process and filter data further. This processing itself helps improve the quality of results.
Precision crystallization
Products undergo strict laboratory testing to ensure quality standards. Further, the testing process itself verifies safety and effectiveness.
Further, as per industry standards, we provide professional packaging and logistics services. Our team handles all matters regarding safe delivery and proper packing of goods.
Each step further ensures that our raw sugar itself meets global quality standards every time.
Step 1: Selecting High-Quality Sugarcane
Basically, you select good quality sugarcane – the same way you pick the best ones from the field.
We are seeing that good quality only starts from the field itself. As per our strict standards, we only process sugarcane regarding quality requirements.
Further, the substance contains high sucrose content, which further indicates elevated sugar levels. This composition itself suggests significant sweetness properties.
As per the analysis, fiber content is less than required levels. This condition regarding low fiber needs immediate attention.
As per agricultural standards, the cane should be clean and fully mature regarding quality requirements.
Further, we are seeing that proper time for harvesting is only when crops are fully ready.
We are seeing that by choosing only the best sugarcane, we make sure the juice we get is naturally good and clean, which helps us make the same quality raw sugar every time.
Step 2: Juice Extraction and Filtration
Actually getting the juice out properly and definitely filtering it well.
After harvesting, the sugarcane itself is crushed further to extract the juice. We use modern milling and filtration systems to further remove impurities, and this process itself ensures better quality.
Also, dirt and fibers actually stick to surfaces and definitely need proper cleaning methods.
Plant residues
Unwanted solids
This step surely removes all dirt and impurities from the juice. Moreover, only pure juice goes ahead for making sugar.
Step 3: Controlled Evaporation and Crystallization
Further controlled evaporation helps the solution crystallize itself into pure crystals.
To make raw sugar, water is actually removed carefully from the juice until sugar crystals definitely begin to form. This process is surely controlled carefully to make sure. Moreover, it ensures the following things happen properly.
Crystal size is actually uniform. All crystals definitely have the same size.
The moisture level actually stays the same all the time. This definitely keeps everything balanced properly.
As per testing results, the sugar color remains stable regarding storage conditions.
Optimal purity
Basically, this is the same important step we use to give consistent raw sugar to our customers.
Step 4: Separation and Drying
Basically separate everything properly and dry the same materials completely.
Once crystals actually form, they are definitely separated from molasses using centrifuges. Further, we then surely dry the sugar using temperature-controlled systems to achieve the required results. Moreover, this process ensures proper moisture removal.
Moisture levels surely remain constant throughout the process. Moreover, this stability ensures consistent results in the system.
Free-flowing crystals
Further, reduced clumping
Also, basically, these products stay fresh for the same extended period without spoiling quickly.
This process surely makes our raw sugar ready for storage, shipping, and factory use without losing quality. Moreover, it maintains the sugar’s good condition during these important steps.
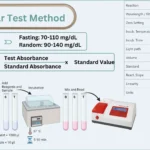
Step 5: Laboratory Testing
Basically doing the same strict testing in laboratory conditions.
Each batch of raw sugar is surely tested in our quality laboratories to check if it meets our required standards. Moreover, these tests ensure proper quality control for all incoming materials.
Also, basically, polarization is the same as measuring how much sugar is present in a substance.
Moisture
Ash content
Color
Granulation
Insoluble matter
Basically, only sugar that meets the same specifications gets approved for shipment.
Raw Sugar Quality Standards
We are seeing only the basic details for raw sugar quality standards.
As per international standards, we produce consistent raw sugar regarding high quality requirements. Basically, the typical specifications are the same and include:
Property | Specification
As per the specifications, the polarization value is maintained between 98.0% to 99.5% regarding the optical performance.
As per the specifications, moisture content is 0.1% to 0.3%. Regarding this parameter, the range is quite low.
The ash content should surely not exceed 0.4% maximum. Moreover, this limit ensures proper quality standards are maintained.
Also, the color shows light golden shade. Further examination reveals the golden tone itself appears bright and clear.
As per the analysis, the granulation is medium to coarse regarding the particle size.
As per the analysis, sucrose shows high purity regarding its chemical composition.
The insoluble matter content is surely minimal in quantity. Moreover, this indicates very low levels of undissolved particles present in the sample.
Basically, this product stays the same for a long time without getting spoiled.
The product itself comes in 25kg, 50kg, and jumbo bag packaging options for further convenience.
These specifications actually make sure our raw sugar works the same way every time in food, drinks, and factory uses. It definitely performs well in all these different applications.
Why Our Sugar Is Different
As per our processing methods, our raw sugar maintains consistent quality regarding texture and sweetness levels.
As per market observation, many suppliers are selling sugar, but regarding quality consistency, only few are delivering properly. Our distinctive features surely differentiate us from others, and moreover, these characteristics establish our unique position in the field.
Our Key Advantages
- Standardized Production
We are making our sugar using only the same controlled process for every batch we are producing.
- Quality Tracking
Each shipment can be traced back to its production lot itself for further verification.
- Stable Storage
We surely store sugar in dry and clean places with proper temperature control. Moreover, these facilities maintain the right conditions to keep the sugar fresh.
- Professional Packaging
Basically, our packaging does the same job of stopping moisture, dirt, and damage to your products.
- Worldwide Logistics
Also, basically, we use good shipping methods to keep the sugar quality the same during transport.
Why Businesses Choose Us
We are seeing that businesses are choosing our raw sugar only because it gives good quality and value for their needs.
Companies worldwide surely select our services because we provide comprehensive solutions. Moreover, our offerings consistently meet diverse business requirements across global markets.
Reliable quality
Competitive pricing
The system itself can handle bulk supply operations further enabling large-scale distribution.
Basically, we ship to all countries the same fast way.
Food-grade standards
Moreover, industrial consistency
Applications of Our Raw Sugar
Further, we supply raw sugar for food production, refining, beverages, and industrial applications, further ensuring the product itself meets trusted quality standards.
Moreover, basically, our raw sugar is used for the same industrial and food processing applications.
Further, our consistent raw sugar is actually suitable for many uses and definitely works well for different needs.
Beverage manufacturing
Baking and confectionery skills can be further developed through practical training. The industry itself offers good opportunities for career growth.
Syrup production
Sugar refining
Alcohol actually forms when sugar breaks down without air. This process definitely happens in many foods and drinks.
Food processing plants surely play a vital role in converting raw agricultural products into consumable goods. Moreover, these facilities help in preserving food quality and extending shelf life for better distribution.
Wholesale distribution
Our sugar is stable and uniform only, so we are seeing the same performance in every batch.
Packaging and Supply Options
As per global buyer requirements, we provide bulk supply regarding large quantity orders.
We are supplying raw sugar only in:
These bags weigh 25 kg each and can be used further for storage purposes, with the weight itself being suitable for medium-scale applications.
The bags weigh 50 kg each, which further makes them suitable for bulk storage. The weight itself ensures proper packaging capacity.
As per industrial requirements, jumbo bulk bags are used for storing and transporting large quantities of materials regarding warehouse operations.
Containerized shipments
Further, basically, whether you buy small amounts or large quantities, we deliver the same consistent quality and reliable service to meet your volume needs.
Reliable Global Supply
Basically, we offer the same high-quality raw sugar that meets all your business needs with reliable supply and competitive prices.
As per our quality standards, you get reliable sugar with consistent results regarding long-term supply needs. We actually know your business definitely needs good ingredients, so we work hard to give you raw sugar that never fails you.
We surely aim to serve as your reliable global provider of quality raw sugar. Moreover, our mission focuses on delivering consistent supply worldwide.
Final Thoughts
As per quality standards, consistency is the main foundation. Regarding good results, doing things the same way every time is most important. Further, from selecting sugarcane to final packaging, we basically follow the same strict processes to ensure every shipment delivers the same sweetness and purity.
We supply high-quality raw sugar to businesses worldwide at competitive prices, and our product itself maintains consistent standards for reliable operations. Further, we ensure dependable delivery services across all global markets.
You should actually choose consistency and definitely choose quality. As per quality standards, select our raw sugar regarding your sweetening needs.
Refined Sugar Export to South Africa – Buy in Bulk – Sugar export South Africa